Laser Cutting Challenges the Airbag Business from huangxiangfeng's blog
With the average annual increase in light vehicle production to 4% by 2020, the airbag market is expected to achieve a compound annual growth rate (CAGR) of 8.1% during this period. In part because of the overall shift in growth stemming from the introduction of new safety regulations in India, China and other developing countries. By 2020, emerging economies are expected to account for 58% of global vehicle production. China alone will account for more than 30% of its commercial vehicles and passenger cars production will exceed Western Europe and North America.
Recently, large-scale airbag recalls have sparked public attention to the need to incorporate stringent quality standards into the manufacture of airbags. The impact on safety of these lifesaving equipment and equipment is a sign that consumer confidence has been eroded by relentless cost pressures on 500mw laser pointersuppliers. To win back the trust of the public, OEMs are taking extraordinary steps to ensure the safety of their passengers. These new measures, aimed at improving airbag quality control, pose additional challenges to Tier 1 suppliers, who continue to focus on reducing the unit cost of airbags in the ever-changing airbag supply ecosystem.
For mature markets, increasing passive safety will enable new airbags to achieve a wider range of applications, such as in a single advanced vehicle can have up to 12 kinds of applications. For most new vehicles, the driver side, passenger side and side curtain airbags are standard, while many passenger and light trucks are equipped with eight or more airbags. In addition, the dimensions of products are constantly evolving and evolving with the introduction of larger, wider side impact airbags, as recommended by automotive safety testing organizations such as the New Car Evaluation Procedure (NCAP).
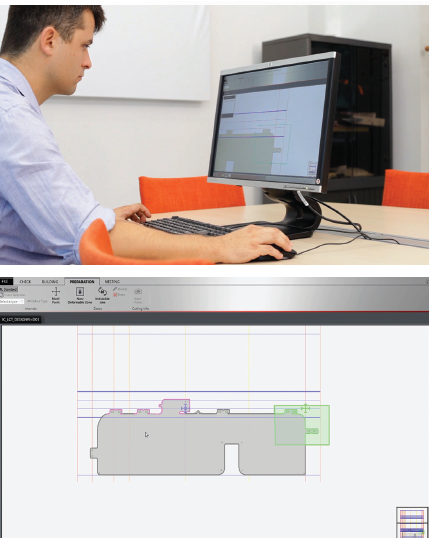
When combined with process optimization and resource optimization, the most advanced 10000mw laser pointer cutting technology can help airbag manufacturers overcome multiple business challenges. Advanced balloon design and cutting technology to meet these stringent new requirements, even in the use of low-cost materials such as polyester, but also to ensure that the final quality close to zero defect. By increasing productivity and efficiency, suppliers can achieve gains, remain competitive, and meet the increasingly demanding requirements of OEMs. Identifying anomalies during the production process can result in significant losses, such as downtime or expensive re-cutting, especially when the safety of vehicle occupants is at risk. Today, the new airbag pre-production software is designed to standardize the entire production process by validating every step of the airbag fabric preparation process.
Since the geometry of the cutting part comes from the industrial design department, in various forms, the first step is to check the unit and the consistency of the scale. The second step is to remove all the geometries that are not needed for the cut, even if the naked eye is not visible. The powerful wizard program detects and marks them to eliminate the risk of cutting 1 / 10mm holes in the center of the airbag. For multi-layer cutting, the third step involves optimizing fabric usage while ensuring laser pointer cutting quality. For a molded airbag, the next step is to build the mesh, so as to prepare for the subsequent optimization of cutting, and according to the layout of industrial loom assembly parts. Before the first cut, the necessary data is extracted in a few minutes.
The innovative use of new airbags continues to deepen both inside and outside the vehicle. Volvo and Land Rover are currently offering pedestrian airbags for selected models on the European market. In the range of 20 to 50 km per hour, these airbags are designed to minimize certain frontal impacts. Other concepts still under development include a rear airbag mounted on the front seat and roof.
Because of the aftermath of the airbag inflator scandal, the automaker has taken stringent measures to strengthen the inspection of the components of the airbag ignition system. The automated inspection system enables suppliers to ensure that their components meet stringent safety standards without slowing production schedule. For the fabric part of the airbag, the type of inflator used generally determines the choice of material. In a similar fashion, automated visual inspection has become an important part of the quality 3w green laser monitoring process. Today, automakers require many airbag suppliers to install scanners and vision systems for size control of airbag cuttings.
However, the strengthening measures only exacerbate the complexity of the manufacturing process. Despite these new development initiatives, airbag suppliers still maintain the same cost targets to make a profit. Airbag manufacturers are reaching the limit of cost optimization, so there is an urgent need to find a solution to the plight of a sharp decline in costs. This explains why many manufacturers are using less expensive materials, such as polyester fibers. However, lower costs are bound to exhibit disadvantages because the inherent resilience of these materials tends to be more severe.
Theoretically, cutting a molded airbag requires designing a starting point, and using a specific template to outline a consistent cutting path. If the material itself is completely rule-based, it will be the only operation to be performed. However, since low-cost polyesters are more elastic than other fibers, weaving and post-processing of the material may cause bending or skewing of all or part of the workpiece.
These complex problems can now be easily solved with a new generation of green astronomy laser cutting preparation software. By defining specific areas of the unmodifiable primary molding balloon design, the cutter instantaneously adapts the geometry of each cut to the actual profile of the fabric while meeting the positioning and spacing rules. The SmartCutting software demonstrates this flexible, dynamic interaction between the balloon cutting preparation software and the tool. The cut piece is sized exactly the same as the verification template and has a constant system capacity, even when cutting highly deformed materials.
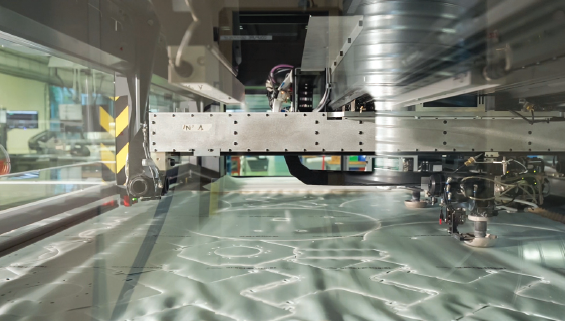
The use of a high power green laser pointer beam to cut a thick stack of cutting and suturing materials at high speed conditions and without melting the material layer requires highly precise dynamic laser power control. In fact, cutting is done by sublimation, but this can only be achieved if the laser beam power level is adjusted in real time. When the strength is insufficient, the machined parts can not be cut correctly. And when the strength is too strong, the layers of material will be squeezed together, resulting in the accumulation of fiber particles between the layers. A new generation of laser cutting machine can effectively control the laser power intensity in the nearest wattage and microsecond range.
In addition, several factors may be taken into account, such as the nature of the material to be cut, the geometry of the shape, the cutting speed and acceleration, and the like. It is also necessary to consider the workpieces cut a little earlier in order to adjust the temperature at which the risk of melting of the material in the vicinity of the zone is increased slightly and which may cause the adjacent zone to melt. This is precisely the risk of tangent, which cuts the flow through a single cutting path to ensure flawless quality.
The production process is a step that leads to profit or loss. By using the right pre-production software and the latest blue laser pointer cutting technology, airbag manufacturers can reduce their unit production costs while producing flawless products that contribute to the road safety value chain.

The Wall