Laser Cladding Technology from huangxiangfeng's blog
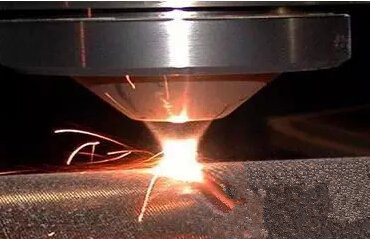
Laser cladding technology, is the 20th century, 70 years with the development of high-power laser rise of a new surface modification technology. Laser surface welding technology is the 200mw laser pointer beam, the alloy powder or ceramic powder and the substrate surface heating and melting rapidly, after the removal of the beam cooling rate of dilution formed by self-quenching, metallurgical bonding with the substrate material was the surface coating , Thereby significantly improving the substrate surface wear, corrosion resistance, heat resistance, oxidation resistance and electrical properties of a surface strengthening method. For example, 60 # steel after carbon-tungsten laser cladding, the hardness of up to 2200HV above, wear-resistant properties of matrix 60 # steel about 20 times. After laser cladding CoCrSiB alloy on the surface of Q235 steel, its abrasion resistance was compared with that of flame spraying, and the corrosion resistance of the former was obviously higher than that of the latter.
Laser cladding technology is a very cost-effective new technology, it can be inexpensive metal substrate to prepare high-performance alloy surface without affecting the nature of the matrix, reduce costs and save expensive precious metal materials, therefore, the world On the industrial advanced countries on the 10mw laser pointer cladding technology research and application of very seriously. Laser lasers used in laser cladding include CO2 lasers and solid-state lasers (including disc lasers, fiber lasers, and diode lasers), which have been phased out due to low photoelectric conversion efficiency and cumbersome maintenance.
For the continuous CO2 laser cladding, domestic and foreign scholars have done a lot of research. The development of high power solid-state lasers has been developing rapidly, mainly for non-ferrous alloy surface modification. According to the literature, laser cladding of aluminum alloy with CO2 laser, aluminum alloy substrate in the CO2 laser irradiation conditions easily deformed, or even collapse. Solid-state lasers, especially disc lasers, have an output wavelength of 1.06 μm, which is one order of magnitude lower than that of CO2 5mw laser pointer, and is therefore more suitable for laser cladding of such metals. Laser cladding, according to the different powder feeding process can be divided into two categories: Powder Preset and synchronous powder feeding method. The effect of the two methods is similar, and the synchronous powder feeding method is easy to realize the automatic control, the laser energy absorption rate is high, and no internal pores, especially the cladding metal cermets, can remarkably improve the cracking resistance of the cladding layer. Cladding uniform distribution within the advantages.
Laser cladding has the following characteristics: fast cooling rate (up to 106K / s), belonging to rapid solidification process, easy to get fine grain structure or produce equilibrium state can not get new phase, such as unsteady phase, Low dilution rate (generally less than 5%), and the matrix was a solid combination of metallurgical or interface diffusion, through the adjustment of 1mw laser pointer process parameters, you can get a good low dilution coating, and coating composition and dilution controllable; Heat input and distortion is small, especially with high power density rapid cladding, the deformation can be reduced to the parts assembly tolerances; powder selection almost without any restrictions, especially in the melting point of low melting point metal surface alloy; Layer thickness range, single-channel powder coating thickness of 0.2-2.0mm in a single time; can conduct constituency welding, material consumption less, with excellent cost-effective; beam targeting can make difficult to close the area of welding; process easy to implement Automation, it is suitable for common wearing parts wear repair.
Laser cladding and laser alloying are the rapid melting processes produced by high energy density laser beams on the surface of the substrate formed on the substrate with each other fusion, with completely different composition and properties of the alloy coating. The process is similar, but there are essentially different, the main difference: the 2000mw laser pointer cladding process cladding material is completely melted, and matrix melting layer is very thin, so the composition of the cladding minimal impact, and laser alloy Is to add alloying elements in the surface of the substrate to form a new alloy layer based on the substrate; laser cladding is not essentially the molten metal surface layer as a solvent, but will be configured separately Of the alloy powder melting, making it the subject of the cladding layer alloy, while the matrix alloy also has a thin layer of melting, with the formation of metallurgical bonding.
Laser cladding technology to prepare new materials is an important basis for the repair and remanufacture of failed parts under extreme conditions and the direct manufacture of metal parts, which is highly valued by scientists and enterprises all over the world.
https://www.pindat.com/pindata/user/laserman123.op.reis/2016-11-02

The Wall